1гҖҒдәҶи§Јдә§е“Ғзү№жҖ§(еҢ…жӢ¬еӨ–и§ӮгҖҒе°әеҜёгҖҒе…¬е·®гҖҒз»“жһ„гҖҒе·Ҙиүәзӯү)гҖӮ
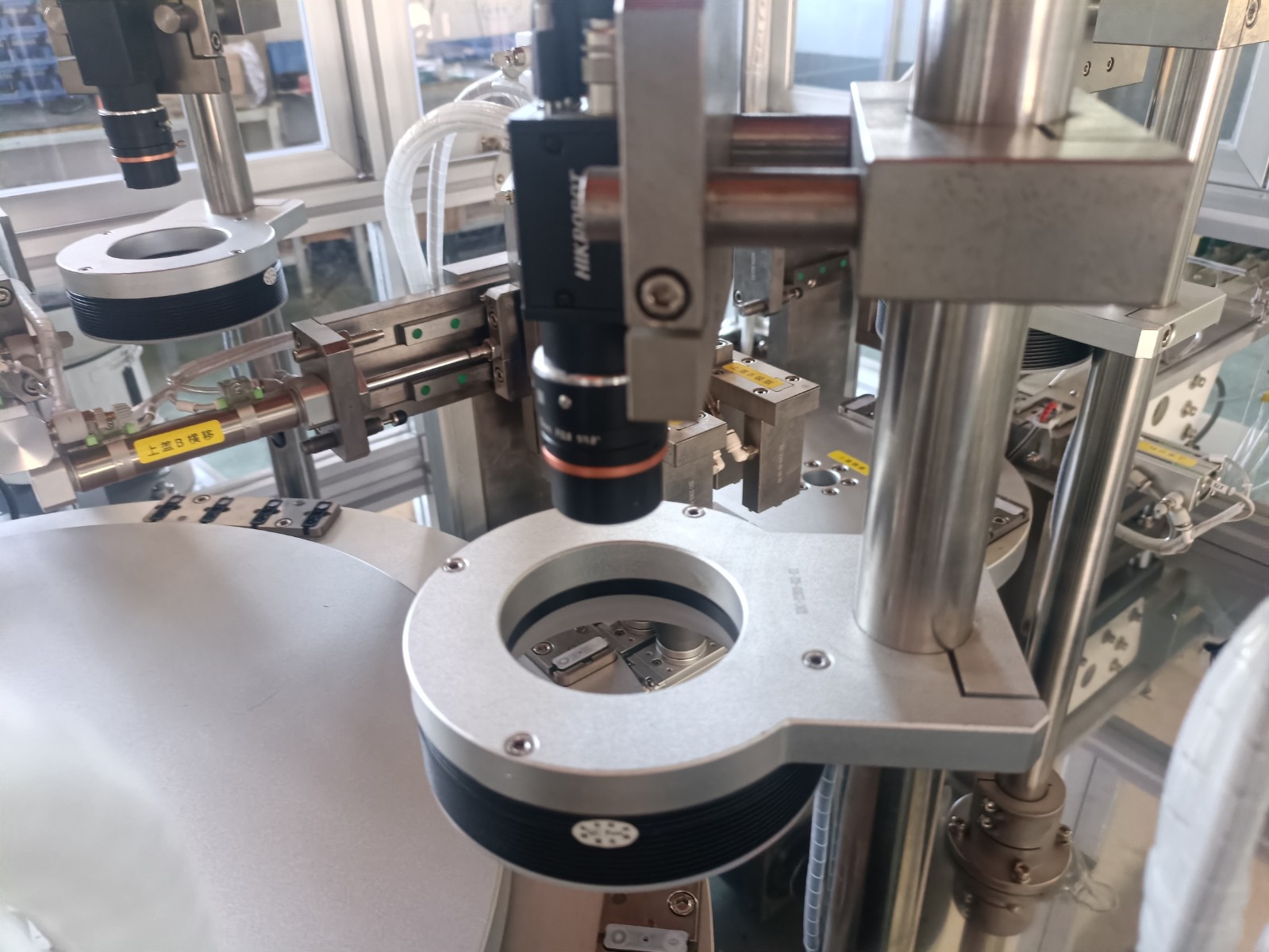
2гҖҒе°Ҷйӣ¶д»¶(еҢ…еҗ«ж ҮеҮҶ件е’Ңйқһж ҮеҠ е·Ҙ件)ж“ҰжӢӯе№ІеҮҖпјҢе°Ҷж ёеҝғйғЁеҲҶзҡ„йӣ¶д»¶жҢ‘еҮәжқҘпјҢд»Һж ёеҝғзҡ„йӣ¶йғЁд»¶ејҖе§Ӣз»„иЈ…и°ғиҜ•гҖӮз»„иЈ…иҝҮзЁӢдёӯеә”иҜҘжЈҖжҹҘжөӢйҮҸжүҖиЈ…йғЁд»¶зҡ„зІҫеәҰпјҢзЎ®дҝқжЁӘе№ігҖҒз«–зӣҙгҖҒеҗҢеҝғеәҰй—®йўҳгҖӮ
3гҖҒеҜ№дәҺеҚ•ж°”зјёжҺЁжӢүжҲ–еҚҮйҷҚйғЁеҲҶ,еә”дҝқиҜҒжӢүиҰҒеҲ°дҪҚ,жҺЁд№ҹиҰҒеҲ°дҪҚпјҢ并且дёҚиғҪжңүејӮеёёйҳ»еҠӣгҖӮ
4гҖҒж—ӢиҪ¬йғЁеҲҶ
еә”зЎ®дҝқж—ӢиҪ¬йғЁеҲҶзҡ„е№іиЎЎеәҰгҖҒеһӮзӣҙеәҰгҖҒеҗҢеҝғеәҰгҖӮд»ҘиҫҫеҲ°ж‘ҶиҮӮ,еҲҶеәҰзҡ„зІҫеәҰгҖӮ
5гҖҒй”Җй’үгҖҒеҚЎж§Ҫ
жңүй”Җй’үеӯ”е’ҢеҚЎж§Ҫзҡ„ең°ж–№еә”ж“ҰжӢӯе№ІеҮҖ,йҖүжӢ©еҗҲйҖӮзҡ„й”Җй’ү(й”Җй’үжқҗиҙЁзЎ¬еәҰеңЁ58еәҰд»ҘдёҠ)пјҢиҝӣиЎҢе®ҡдҪҚпјҢй”Җй’үд»ҘеҚ•иҫ№зҙ§й…ҚдёәеҘҪзҡ„пјҢж–№дҫҝжӢҶеҚёе’ҢиЈ…й…Қ;еҚЎж§ҪзІҫеәҰеә”жҺ§еҲ¶еңЁ0.02д»ҘеҶ…пјҢд»ҘзЎ®дҝқеңЁдәҢж¬ЎиЈ…й…Қж—¶зҡ„зІҫеәҰпјҢеҶ…йғЁйңҖеҒҡжҠӣе…үеӨ„зҗҶпјҢеҸҜйҳІжӯўдә§е“ҒеҲ®дјӨгҖҒеҲ®иҠұгҖӮ
6гҖҒйҖҒж–ҷ
йҖҒж–ҷйғЁеҲҶж–ҷйҒ“еӨ§йғЁеҲҶдҫқжҚ®дә§е“ҒиҖҢе®ҡ,е…¬е·®еёҰдёә0.1е·ҰеҸі.еҸҜд»ҘдҝқиҜҒдә§е“ҒеңЁж–ҷйҒ“дёӯйҖҡиҝҮж—¶з•…йҖҡж— йҳ»гҖӮж–ҷйҒ“йӣ¶йғЁд»¶е…Ҙж–ҷж–№еҗ‘е’ҢжҺҘеҸҲ еӨ„йңҖеҖ’ж–ңи§’д»Ҙ0.2*30еәҰдёәж ҮеҮҶ,е…·дҪ“жғ…еҶөдҫқжҚ®дә§е“ҒиҖҢе®ҡгҖӮж–ҷйҒ“
7гҖҒдёқжқҶгҖҒж»‘иҪЁ
еңЁз»„иЈ…ж—¶еә”зү№еҲ«жіЁж„ҸиһәеёҪе’Ңж»‘иҪЁ,дёҚеҸҜж»‘еҮәдёқжқҶе’Ңж»‘иҪЁд»ҘеӨ–,йҒҝе…Қж»ҡзҸ жҺүеҮәжқҘеҜјиҮҙдә§е“ҒжҠҘеәҹжҲ–еҪұе“ҚзІҫеәҰгҖӮеңЁз»„иЈ…ж—¶зЎ®дҝқйӣ¶д»¶зҡ„е№іиЎҢеәҰгҖҒеһӮзӣҙеәҰе’ҢеҗҢеҝғеәҰд»ҘеҗҺ,еҶҚиҝӣиЎҢиЈ…й…ҚгҖӮд»ҘйҳІжӯўдёҚеҗҲж јйӣ¶д»¶еңЁз»„иЈ…ж—¶е°ҶдёқжқҶе’Ңж»‘иҪЁеӣәе®ҡеҸҳеҪўеҜјиҮҙжҠҘеәҹгҖӮ
8гҖҒйҳҖй—Ёзҡ„йҖҹеәҰи°ғиҠӮ
йҳҖй—Ёзҡ„йҖҹеәҰеә”д»ҘеңЁдёҚеҪұе“Қз”ҹдә§ж•ҲзҺҮзҡ„еүҚжҸҗдёӢеҲҡеҘҪе°Ҷдә§е“Ғиҝҗиө°зҡ„йҖҹеәҰдёәеҫҲеӨҡзҠ¶жҖҒгҖӮйҳҖй—ЁйҖҹеәҰиҝҮеҝ«дјҡжңүжҢҜеҠЁжҲ–е°Ҷдә§е“ҒжҠ–йЈһ;иҝҮж…ўдјҡйҷҚдҪҺз”ҹдә§ж•ҲзҺҮгҖӮ(жіЁж„ҸжҲ‘们йҖҡеёёдҪҝз”Ёзҡ„дёәжҺ’ж°”иҠӮжөҒйҳҖ)
9гҖҒеёёз”Ёе…ғеҷЁд»¶и°ғиҠӮеҸҠж•…йҡңеӨ„зҗҶ
пјҲ1пјүзЈҒжҖ§ејҖе…і(еёёеёёз§°ж„ҹеә”еҷЁ) ,ж°”зјёж„ҹеә”еҲҶеүҚж„ҹе’ҢеҗҺж„ҹгҖӮи°ғеүҚж„ҹеә”е°ҶеүҚж„ҹжҺЁиҮіж°”зјёзҡ„еүҚз«ҜпјҢж°”зјёиЎҢзЁӢд№ҹеә”еңЁеүҚз«ҜпјҢжӯӨж—¶ж„ҹеә”еҷЁеә”еӨ„дәҺзҒӯзҒҜзҠ¶жҖҒпјҢе°Ҷж„ҹеә”еҷЁд»ҺеүҚз«ҜеҫҖеҗҺжҺЁиҮіеҲҡдә®еҲҷдёәеҗҲйҖӮгҖӮи°ғеҗҺж„ҹж–№жі•еҗҢдёҠ.
пјҲ2пјүе…үзәӨ ж №жҚ®дёҚеҗҢе“ҒзүҢи§„ж јиҝӣиЎҢи°ғж•ҙпјҢж“ҚдҪңдёҚдёҖж ·дҪҶеҺҹзҗҶдёҖж ·,жіЁж„ҸеҸҚе°„е…үзәӨе’ҢеҜ№е°„е…үзәӨзҡ„еҢәеҲ«гҖӮ
10гҖҒжҢҜеҠЁзӣҳгҖҒзӣҙжҢҜ
жҢҜеҠЁзӣҳе’ҢзӣҙжҢҜеҲҶдёәдёӨдёӘйғЁеҲҶ:жҢҜеҠЁйғЁеҲҶе’ҢжҺ§еҲ¶йғЁеҲҶгҖӮжҢҜеҠЁйғЁеҲҶдё»иҰҒдёәжҢҜеҠЁзЈҒй“Ғ,жҺ§еҲ¶йғЁеҲҶдёәжҢҜеҠЁжҺ§еҲ¶еҷЁ,жҺ§еҲ¶еҷЁдёҠ жңүз”өжәҗејҖе…іжҢүй’®,е’Ңз”өеҺӢгҖҒйў‘зҺҮжҢүй’®гҖӮжҢҜеҠЁйў‘зҺҮиҝҮеӨ§,дә§е“ҒдјҡжҢҜжҺүжҲ–еӣһиө°пјӣжҢҜеҠЁиҝҮе°ҸпјҢдә§е“Ғеҫ®еҠЁжҲ–дёҚеҠЁгҖӮиӢҘжҢҜеҠЁйў‘зҺҮе’Ңз”өеҺӢи°ғиҮіеӨ§ж—¶пјҢжҢҜеҠЁзӣҳжҲ–иҖ…зӣҙжҢҜиҝҳжҳҜиҪ»еҫ®жҠ–еҠЁпјҢеә”иҜҘжЈҖжҹҘз”өзЈҒй“Ғд№Ӣй—ҙзҡ„й—ҙйҡҷжҲ–й’ўзүҮжҳҜеҗҰжқҫеҠЁжҲ–иҖ…ж–ӯиЈӮпјҢз”өзЈҒй“Ғдёӯй—ҙзҡ„й—ҙйҡҷд»Ҙ0.5-1mmд№Ӣй—ҙеҗҲйҖӮпјҢиҜ·ж №жҚ®жғ…еҶөйҖӮеҪ“и°ғж•ҙгҖӮ